

MEET THE MET 6 EDGE PREP MACHINE
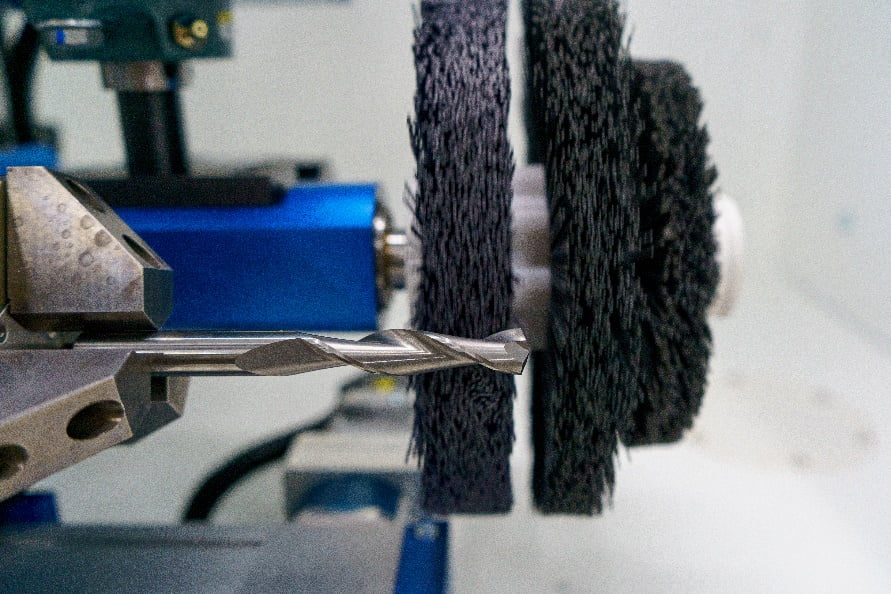
MEET THE MET 6 EDGE PREP MACHINE
MET offers existing machines and processes to meet your needs, or we can create custom solutions for your unique project
Why Choose MET?
We're Edge Prep Experts
Schedule Your Sample Edge Prep Test
Fast Customer Support
What Our Customers
are saying about MET
“We received the Mutschler hone machine in February 2012. From day one I have been very happy with fit, finish and service. Anybody associated with the honing of sharp edges knows that it is a very tricky process. Before we did it by hand which was a very inefficient method resulting in variances and performance problems. Since the Mutschler has been installed all those problems have gone away. It is a perfect symmetrical waterfall hone.”

Plant Manager, US Cutting Tool Manufacturer
What Our Customers
are saying about MET
“Your service/support has been the style we use with our customers – service, service, service, support, call, etc. You folks have been a pleasure to work with. What used to be a dreaded task for our operators, has now become an integral process and the work now flows flawlessly. Thanks to Mutschler folks for the great machine and service!”
